AVL FIRE™ M을 이용한 알칼리 전해조의 가상 설계 및 최적화
Published on March 25, 2025 · 1 min read

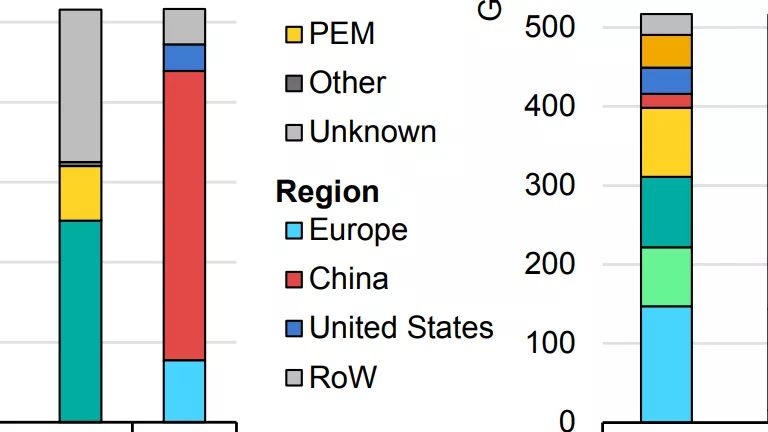
알칼리 전해조의 장점:
- 비귀금속 촉매 사용 가능으로 인한 생산 및 운영 비용 절감
- 높은 내구성: 견고성, 대규모 설비에도 적합
- 확장성: 대규모 설비 가능
- 불순물 내성 우수: 순수수 처리 비용 절감 가능
PEM 전해조와 비교할 때 단점:
- 낮은 전기화학적 효율
- 반응 응답 속도(동특성) 제한
- 가스 크로스오버로 인한 안전성 우려
- 더 큰 설치 공간: 대형 시스템
- 낮은 작동 압력, 대형 설치 공간 필요
현대의 알칼리 전해조 설계(예: 제로 갭 설계)와 지능형 운영 전략은 효율성 한계를 부분적으로 극복할 수 있는 잠재력을 가지고 있습니다. 이러한 맥락에서 3D CFD는 매력적인 가상 최적화 기술 제공을 통해 활용됩니다.
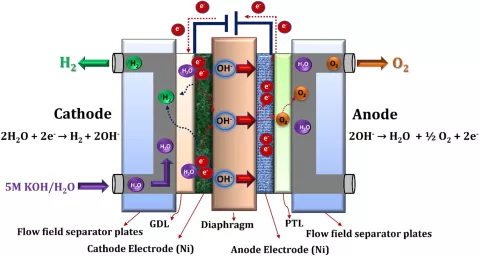
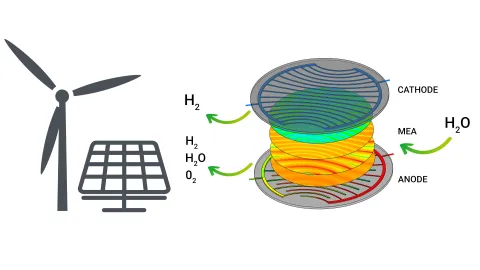
음극에는 고농도의 액체 전해질(예: 물에 용해된 KOH)이 공급됩니다. 전해액은 유동 채널을 통해 또는 일부 분배기 유형(예: 확장 금속 망)을 통해 음극 전극으로 운반되며, 이때 물은 외부 전기 에너지를 소비하여 수소 이온과 수산화 이온으로 반응합니다. 생성된 수소는 음극 출구를 통해 시스템에서 배출되며, 수산화 이온은 격막을 통해 양극 전극으로 이동하여 물, 산소 및 전자가 생성됩니다. 이론적으로 액체 전해질의 입구는 하나만 필요합니다. 그러나 전해질 순환이 개선되어 더 안정적인 작동과 성능 향상을 가져오기 때문에, 액체 전해질은 종종 음극과 양극에 공급됩니다.
알칼리 전해조의 가장 중요한 구성 요소는 전극 사이의 분리기로 사용되는 격막입니다. 여기에는 다음과 같은 요건을 갖는 다공성 재료가 필요합니다.
- 높은 가스 분리 효율
- 고도의 알칼리 환경에서의 화학적 안정성
- 기계적 및 열적 안정성
- 이온 전송에 대한 낮은 전기 저항
- 긴 수명
일반적으로 격막에 사용되는 재료로는 석면(역사적으로), 폴리설폰, 그리고 지르코니아와 폴리설폰을 결합해 성능을 향상시킨 지르폰과 같은 고급 복합 재료가 있습니다. 기공 크기와 다공도는 일반적으로 각각 100 nm와 50% 범위 내에 있습니다.
촉매 재료로는 일반적으로 니켈과 같은 비귀금속이 사용됩니다.
FIRE M의 알카라인 전해조 모델은 다음과 같은 물리적 전달 현상을 포함합니다:
- 다공성 매질에서 모세관 현상을 동반한 2상 유동, 위상 변화, 기체/액체 간 운동량 교환 및 전기 삼투
- 다성분 확산을 이용한 가스종 운반
- 다공성 고체를 3상으로 하는 3상 엔탈피 운반
- 액체 전해질 내 용해된 가스종 운반
- 고체 상태에서의 전하 이동
- 액체 상태에서의 이온 전하 및 이온 질량 운반
전극에서 발생하는 전기화학적 반응은 일반적으로 버틀러-볼머 방정식(Butler-Volmer equation)으로 모델링됩니다. PEM 전해조와 비교할 때, 전 지수 항(pre-exponential term)에는 이온 농도와 액체 물 포화도에 대한 추가 항이 포함됩니다. 이 모델은 다음 가정을 기반으로 합니다.
- 격막의 기체 상 이동과 상 변화는 포함되지 않습니다. 즉, 기체 종은 용해된 상태에서만 격막을 통과할 수 있습니다.
- 전극은 다공성이어야 하며, 즉 고체 전극은 지지되지 않습니다.
- H2와 O2는 액체 전해질 내에서 용해된 상태로 생성되며, 국소 상평형에 따라 기포를 형성합니다.
- 이전 모델(예: PEM 전해조)과 달리, 알칼리 전해조 모델은 전극의 위치에 대해 더 높은 유연성을 갖추고 있습니다. 제로 갭 설계(즉, 전극이 다이어프램에 직접 접촉하는 구조) 외에도, 격막과 전극 사이에 간격이 허용됩니다.
알칼리 전해조(및 일반적으로 모든 전해조와 연료 전지)의 설계 및 최적화에서 주요 목표 중 하나는 균일한 이온 전류 밀도 분포입니다. 그림 3은 격막의 기하학적 구조, 이온 전류 밀도 분포 및 관련 기여 요인, 즉 액체 물 포화도, 온도 및 이온 농도를 보여줍니다. 전류 밀도는 아래쪽(통로 입구)에서 위쪽(통로 출구)으로 갈수록 감소합니다. 그 주된 이유는 반응 속도가 물의 포화도에 정비례하기 때문에 입구에서 출구로 액체 물의 포화도가 감소하기 때문입니다. 액체 상태의 물 분포는 결국 전류 밀도의 영향을 받습니다: 음극에서의 물 소비는 액체 상태의 물 소모를 초래합니다.
추가적인 효과는 중력에서 비롯되며, 이는 물을 아래로 끌어당기고 기포를 위로 밀어 액체 상태의 포화 상태를 더 강하게 균형 있게 만듭니다. 온도가 높아지고 이온 농도가 높아질수록 전류 밀도도 직접적으로 증가하는데, 이는 반응 속도와 일반적으로 확산도 및 전도도도 증가시키기 때문입니다. 두 양 모두 하단에서 값이 작아지며, 따라서 전류 밀도 기울기를 약화시킵니다. 입구의 냉각 효과로 인해 온도가 아래쪽에서는 더 낮고, 양극에서는 전기화학 반응에서 가역적인 열(엔트로피) 기여로 인해 더 작습니다. 음극 반응에서 생성된 이온은 액체 전해질의 흐름에 의해 위로 밀려나기 때문에 이온 농도가 위쪽에서 더 높습니다.
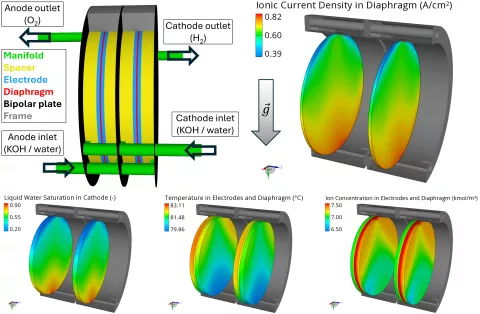
그림 4는 주요 구획, 즉 가스 성분이 생산되는 구획에서 관심 있는 가스 성분, 즉 H2 및 O2의 분포를 보여줍니다. H2 기포는 O2 기포보다 가볍기 때문에 부력의 영향을 더 강하게 받아 셀 상부의 부피 분율이 더 커집니다.
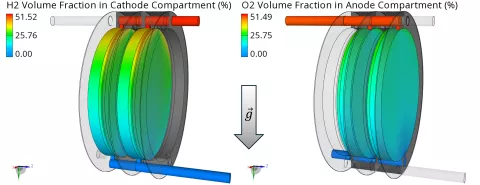
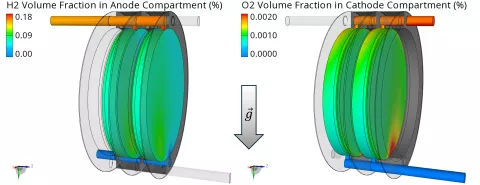
마지막으로, 반대편 구획의 H2 및 O2 부피 비율은 그림 5에 나와 있습니다. 이러한 원치 않는 가스 축적은 격막을 통한 가스 교차로 인해 발생하며, H2 및 O2의 위험한 혼합을 방지하기 위해 최소화해야 합니다. 명백히, H2의 축적량은 O2에 비해 훨씬 높습니다. 그 이유는 더 빠른 확산 전달(H2의 확산 계수 더 크기 때문)과 양극 방향으로 작용하는 전기삼투 항력으로 인한 추가적인 대류 전달 때문입니다.
알칼리 전해조에서 전극, 격막 또는 전류 수집기와 같은 여러 구성 요소는 주로 공격적인 알칼리 전해액 용액으로 인해 노화 및 장기 성능 측면에서 매우 중요합니다. 또한, 액체 전해질의 오염은 장기간에 걸쳐 성능을 저하시킬 수 있습니다. 알칼리 전해조의 작동 수명 요구 사항은 약 60,000시간에서 90,000시간입니다. 따라서 구성 요소의 노화를 최대한 방지해야 합니다. 수명 함수로 성능 저하를 예측하고 가장 중요한 위치 및 작동 조건을 식별하기 위해 열화 모델이 필요합니다. 따라서 향후 알칼리 전해조의 열화 모델이 FIRE M의 성능 모델에 추가될 것입니다.
최신 소식을 받아보세요.
시뮬레이션 블로그 시리즈를 놓치지 마세요. 지금 바로 가입하고 정보를 받아보세요!
이와 비슷한 콘텐츠가 궁금하신가요? 아래 정보도 함께 확인해보세요…
Aiming at a drastic CO₂ reduction in industry and mobility, the world is currently facing the challenge of producing green hydrogen at affordable prices and in sufficient quantities.
The demand for sustainably generated energy is increasing rapidly, and electrolyzers are seen as a promising technology. Due to their efficiency and good dynamic performance, PEM electrolyzers are one of the most widely used technologies today.
시뮬레이션 블로그에서 더 많은 인사이트를 얻어가세요.
시뮬레이션 블로그 시리즈를 놓치지 마세요. 지금 바로 가입하고 정보를 받아보세요!